Le più belle bici da corsa in titanio

Non esiste materiale più nobile per realizzare un telaio. Rigidissimo ma al tempo stesso capace di assorbire le vibrazioni, il titanio è eterno. E costoso. Gli artigiani italiani e americani ne hanno fatto un’arte: ecco le migliori bici al mondo articolo tratto da: red-live.it a cura di Sebastiano Salvetti È una scelta d’élite. Come preferire il jazz alla musica pop, apprezzare i chiaroscuri di Caravaggio piuttosto che l’arte moderna, affidare i sensi a un profumo di Grasse invece che a un’Acqua di Colonia… Il titanio, in ambito ciclistico, è IL materiale nobile per eccellenza. Meno diffuso dell’acciaio, del carbonio e dell’alluminio, abbina una lavorazione complessa a strabilianti qualità meccaniche. L’utilizzo in ambito bike risale agli Anni ’70 e da allora il prezioso metallo è stato catalogato in base a 9 gradi: dal primo, che identifica il titanio puro, al nono, detto anche 3Al-2,5V in quanto costituito da vanadio al 2,5%, alluminio al 3% e titanio al 94,5%. Lega, quest’ultima, ideale per la realizzazione dei telai in quanto facilmente saldabile, con un carico di rottura molto alto e un’elevata resistenza alla corrosione. Qualche anno fa si utilizzava anche la lega 6Al-4V (ossia il grado cinque), da molti considerata più pregiata per via delle sue caratteristiche meccaniche, ma ora la si trova solo sulle parti lavorate come movimenti centrali, forcellini e ferma guaine, anche per la grande difficoltà nel reperirla sul mercato. Si tratta, infatti, della lega più utilizzata in assoluto al mondo (oltre il 50%), soprattutto in ambito bellico, e quindi ben poca ne rimane per altri usi, con costi assai elevati. Indipendentemente dal grado il titanio è difficile da lavorare alle macchine utensili a causa della durezza: richiede una destrezza manuale fuori dal comune per la preparazione dei tubi. In aggiunta quando riscaldato diventa reattivo agli elementi atmosferici, ossidandosi. Le saldature vanno pertanto effettuate in atmosfera protetta (in presenza di gas inerte Argon) e… i costi s’impennano! Perché scegliere un telaio in titanio? È dotato di un’eccezionale risposta alla trazione, compressione e alle deformazioni plastiche. È più leggero dell’acciaio del 40% e altrettanto resistente. Certo pesa più dell’alluminio ma può contare su di una rigidità doppia. Non teme alcun affaticamento ed è totalmente insensibile alla corrosione. È, semplicemente, eterno. Rispetto alla fibra di carbonio? È più pesante ma porta in dote un migliore assorbimento delle sollecitazioni: braccia e schiena ringraziano. Fatta eccezione per De Rosa, le grandi Case costruttrici non hanno in gamma modelli in titanio, considerati troppo complessi e costosi da realizzare. Un’assenza, quella dei top brand, che ha lasciato libero sfogo a un nutrito gruppo di factory iper specializzate, in particolare italiane e americane, le cui lavorazioni rasentano l’eccellenza. Ecco le migliori specialissime in titanio. Alchemy Eros Il telaio americano ha un obiettivo ambizioso: coniugare la massima rigidità laterale con una grande capacità di smorzamento delle sollecitazioni verticali. Realizzato su misura e a finitura lucida/satinata, è offerto in kit con la forcella Enve 2.0 in carbonio (350 g) e la serie sterzo Cane Creek 110 al prezzo di 4.500 dollari (circa 4.000 euro). È compatibile con gruppi sia meccanici sia elettronici. Crisp Titanium Dal Texas a Castiglion Fiorentino, dalla patria della tecnologia a quella dell’artigianalità. Darren Crisp dal 2001 salda solo telai in titanio, realizzati su misura, utilizzando tubi ASTM Grado 9 (3Al/2.5V) a spessore costante, con pezzi fresati in titanio ASTM Grado 5 (6Al/4V). Il kit standard prevede tubo sterzo da 1-1/8” OS, con serie sterzo Chris King NTS e forcella Enve Composites USA Road 2.0 con cannotto da 1,125”; il triangolo posteriore è caratterizzato da foderi bassi da 22 mm, sagomati, con forcellini Paragon Breezer/Wright e foderi obliqui da 16 mm, il movimento centrale è BSA con filettatura inglese 68×40 mm....
read moreraggiare una ruota
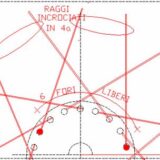
Ecco un’altro bell’articolo che insegna passo passo come raggiare una ruota. L’articolo é in lingua inglese che volutamente non ho tradotto . L’articolo é tratto da: www.sheldonbrown.com The “key” spoke The first spoke to be installed is the “key spoke” . This spoke must be in the right place or the valve hole will be in the wrong place, and the drilling of the rim may not match the angles of the spokes. The key spoke will be a trailing spoke, freewheel side. It is easiest to start with the trailing spokes, because they are the ones that run along the inside flanges of the hub. If you start with the leading spokes, it will be more awkward to install the trailing spokes because the leading spokes will be in the way. Since the key spoke is a trailing spoke, it should run along the inside of the flange. The head of the spoke will be on the outside of the flange. (see the section “Which side of the flange?”) It is customary to orient the rim so that the label is readable from the bicycle’s right side. If the hub has a label running along the barrel, it should be located so that it can be read through the valve hole. These things will not affect the performance of the wheel, but good wheelbuilders pay attention to these things as a matter of pride and esthetics. Rims are drilled either “right handed” or “left handed”. This has to do with the relationship between the valve hole and the spoke holes. The spoke holes do not run down the middle of the rim, but are offset alternately from side to side. The holes on the left side of the rim are for spokes that run to the left flange of the hub. With some rims, the spoke hole just forward of the valve hole is offset to the left, with others it is offset to the right (as illustrated). Which type is “right handed” and which “left handed”? I have never met anyone who was willing to even make a guess! The key spoke will be next to the valve hole in the rim, or one hole away. As viewed from the right (sprocket) side of the hub, the key spoke will run counterclockwise, and it will go to either the hole just to the right of the valve hole (as illustrated) or the second hole to the right, depending on how the rim is drilled. The aim is to make the four spokes closest to the valve hole all angle away from the valve, giving easier access to the valve for inflation. Screw a nipple a couple of turns onto the key spoke to hold it in place. Next, put another spoke through the hub two holes away from the key spoke, so that there is one empty hole between them on the hub flange. This spoke goes through the rim 4 holes away from the key spoke, with 3 empty holes in between, not counting the valve hole. Continue around the wheel until all 9 of the first group of spokes are in place. Double check that the spacing is even both on the hub (every other hole should be empty) and the rim (you should have a spoke, 3 empty holes, a spoke, etc. all the way around. Make sure that the spokes are going through the holes on the same side of the rim as the flange of the hub. It should look like this: The second group Now turn the wheel over...
read moreLarghezza carro e mozzi
Spesso in fase di conversione ci si scontra con il problema della larghezza del mozzo, che cambia a seconda del tipo di bicicletta. Innanzitutto la “battuta” del carro si misura internamente tra i forcellini, non esternamente. I telai e mozzi da pista sono 120mm, le bici da corsa col cambio 130mm, le mountainbike 135mm, mountainbike particolari da freeride e dowhill possono essere da 150mm, alcune (molto) vecchie bici col cambio hanno 126mm come si può vedere in foto. Nel 99% dei casi lo spessore dell’asse posteriore è 10mm, sia che sia imbullonato, sia che sia a sgancio rapido, solo alcune MTB da FR e DH hanno assi maggiorati, mentre BMX e alcune rare fisse da tricks hanno assi da 14mm. Se state costruendo una fissa su un telaio da pista salvo casi eccezionali vi serve un mozzo da 120mm, mozzi fissi da 130 sono rarissimi, si trovano da 135 ma pure questi sono poco diffusi. La stragrande maggioranza dei mozzi moderni da 120mm imbullonati ha un asse abbastanza lungo per poter essere usato anche su un telaio da corsa da 130, basta inserire 2 rondelle da 5mm tra il corpo del mozzo ed i forcellini, attenzione perchè non tutti i mozzo permettono questa cosa, conviene misurare la lunghezza dell’asse prima di comprare. I telai in acciaio sono abbastanza morbidi per compensare minime differenze di battuta, su un 130 si può usare un mozzo da 135mm, ma recuperare 5mm per parte per usare un 120 non rispaziato, solo con la flessione del carro è un po’ troppo. Su telai in alluminio o carbonio che non flettono il mozzo deve essere della misura esatta. Chiaramente un mozzo con asse forato per sgancio rapido o chiuso da brugole non può essere facilmente rispaziato come uno imbullonato. Pubblicato da Aldone a 9:07 AM articolo tratto da: bicifissa.blogspot.it Follow...
read morecome anodizzare l’alluminio

articolo tratto da:trinacriaracingteam.forumfree.it MATERIALE OCCORENTE: PRODOTTI CHIMICI: Soda caustica ( NaOH ) Acido nitrico ( HNO3 ) Acido solforico ( H2SO4 ) Acqua distillata ( H2O ) Solfato di nichel ( NISO4 ) Coloranti per stoffe Trielina Borace ATTREZZATURA 4 vaschette di vetro (pirex) alimentatore (MAX 15 Ah) Pozzetto per lavaggi in acqua corrente Basetta di sostegno per pezzi da trattare Piccolo contenitore in lamiera di ferro Vaschetta di polietilene Lo schema che segue indica le varie fasi del trattamento in sequenza riassuntiva per avere un quadro completo delle varie operazioni. A seguire saranno descritte singolarmente in maniera dettagliata. Abrasione meccanica – sgrassaggio con la trielina Decappaggio in soluzione di soda caustica (150 gr per litro ) Lavaggio in acqua corrente Decappaggio in acqua corrente Lavaggio in acqua corrente Ossidazione (immersione del pezzo in soluzione di acido solforico – 250 gr x litro) utilizzare corrente continua (12 V / 1 Ah per dmq) durante il trattamento refrigerare lavaggio in acqua corrente colorazione (COLORANTI INDANTRENICI per stoffe) fissaggio – soluzione bollente di Solfato di nichel (50 gr x litro) Lavaggio in acqua corrente Asciugare in corrente d‘aria e spruzzare con olio minerale 1° FASE Abrasione meccanica del pezzo da trattare a mezzo utensile da tornio e tela abrasiva fine per alette di raffreddamento, testa motori, ogive, trascinatori, venturi, etc. Da questo momento il pezzo pulito e sgrassato con trielina NON DEVE essere più TOCCATO con le dita. 2° FASE Decappaggio in soluzione di Soda caustica (150 gr per litro), utilizzando la prima delle 4 vaschette di vetro . Per decappaggio si intende : “operazione di pulitura e depurazione di una superficie metallica mediante trattamento con sostanze sgrassanti, disossidanti, e leggermente acide” . Immergere il pezzo in questa soluzione per circa 5 minuti, trattenendolo con una striscia di alluminio piegata a U. 3° FASE Lavaggio del pezzo in acqua corrente a totale ELIMINAZIONE dei residui di soda caustica. 4° FASE Poiché l’alluminio di questi componenti non è puro ma è una lega notiamo che dopo il trattamento con la soda caustica, il pezzo in questione ha assunto una colorazione grigio-scura. Immergiamo allora questo pezzo in una soluzione di acido nitrico (100 gr per litro) contenuta nella seconda vaschetta di vetro, questa operazione riporterà il manufatto alla sua colorazione argentea originale. Il tempo di trattamento si regola in base alla scomparsa della colorazione grigio-scura. 5° FASE Lavaggio del pezzo in acqua corrente a totale ELIMINAZIONE dei residui di acido nitrico. 6° FASE Immergere il pezzo, trattenuto sempre dalla lamina di alluminio e sostenuto dalla basetta (FOTO 3), nella terza vaschetta contenente una soluzione di acido solforico (250 gr per litro) N.B. DURANTE IL TRATTAMENTO ELETTROLITICO, DATO L’INNALZARSI DELLA TEMPERATURA, REFRIGERARE CON GHIACCIO Utilizzare corrente continua, 12 Volt/1 Ah x dmq di superficie da trattare, che si ottiene con un alimentatore a voltaggio e amperaggio variabili separatamente (FOTO 4). Impostare su 6 volt e 1 Ah e lasciare agire per circa 2-3 minuti, a questo punto portare gradatamente il voltaggio a 12 volt e continuare il trattamento per circa 40-50 minuti. 7° FASE Estrarre il pezzo dalla soluzione di acido solforico e badando bene a non toccarlo con le dita lo laviamo a fondo fino alla totale scomparsa dei residui acidi. Per la fase successiva fare asciugare completamente il pezzo in corrente d’aria. 8° FASE – COLORAZIONE Da questo momento ha inizio il procedimento di colorazione vero e proprio. Nel piccolo contenitore in ferro (FOTO 5), versare il colorante in polvere e poca acqua (raggiungere un consistenza cremosa). -Mettere a scaldare su di un fornello a gas (FOTO 6) mescolando con un bastoncino...
read moreFiniture sul titanio

Finiture sul titanio Del titanio si parla sempre come di un materiale immortale. Tecnicamente è vero. Ma anche il titanio può, superficialmente, presentare segni di invecchiamento. Piccoli graffi che possono renderlo meno lucente di quando era nuovo. Ecco alcuni suggerimenti direttamente da Darren Mark Crisp, il titolare della Crisp Titanium: 1. Per un effetto lucido “a specchio”, normalmente, si preparano i tubi per la lucidatura prima della lavorazione. I tubi vengono messi nel tornio uno per uno e si lavorano con una spazzola di stoffa (cotone molto duro) e un po’ di pasta abrasiva mentre il tubo gira ad una velocità piuttosto bassa. Si spazzola sempre in senso perpendicolare, girando la spazzola nel senso contrario. Questa dà una finitura uniforme per quasi tutta la lunghezza del tubo. Lavorando in questo modo, però, occorre fare molta attenzione durante le fasi successive perché la finitura a specchio potrebbe rovinarsi. Si devono manovrare i tubi molto delicatamente durante il fissaggio nella maschera e durante la sgolatura. Una volta finita la saldatura, si possono ripassare gli incroci/giunzioni dove il tubo cambia colore a causa del surriscaldamento (HAZ: heat affected zone). Le case che producono i telai in grande numero normalmente aggiungono un bagno in acido nitrico/fluoridico per togliere una maggiore percentuale di questi colori, prima della lucidatura finale. 2. Per un effetto satinato/lucido (stile Merlin) si costruisce il telaio in modo tradizionale. Una volta che è finita la lavorazione, si prende una spazzola sintetica del tipo scotchbrite (T-50 nel caso della Merlin) e, sempre con una pasta abrasiva molto leggera, si passa la spazzola per l’intera superficie del telaio. 3. Per una satinatura (come sui telai CRISP) si fa un lavoro di costruzione tipico alla Merlin o Litespeed, sempre purgato e sigillato per pulizia. Non vengono introdotte sostanze abrasive prima del taglio/saldatura del telaio. Anche utilizzando una macchina ad ultrasuoni sui tubi prima della saldatura Crisp preferisce non rischiare diprovocare inquinamento a causa dei residui lasciata dalle sostanza abrasive. La satinatura si inizia, invece, dopo l’ultima fase di saldatura prendendo una carta telata a grano 80 e passandola per tutta la superficie del telaio sempre in direzione perpendicolare al tubo. Dopo si ripassa nello stesso modo con gr. 100, e poi 150. Quando si ragginge una finitura molto fine si inizia con due tipi di carta sintetica (tipo scotchbrite) una più fine dell’altra. In questo modo la lavorazione è più rapida che con una spazzola. «Ma ho notato – spiega Crisp – che fa la finitura con una macchina/trapano ha sempre problemi di uniformità in prossimità delle giunzioni». Questo perché il costruttore cerca sempre di entrare nei angoli, che sono i punti più difficili si satinare. Per entrare spinge molto forte il trapano e consuma uno strato di materiale superiore rispetto alla parte rimanente del tubo. L’effetto finale e’ una lucidatura molto riflettente che esalta tutti i difetti del tubo. Bisogna anche considerare che passando a mano si riesce a tenere la carta in contatto per una superficie superiore rispetto ad una spazzola elettrica. 4. Il telaio potrebbe anche essere sabbiato, ma questo tipo di finitura è più difficle da mantenere nel tempo a causa di graffi e righe. articolo tratto da:...
read more